
Best Fabric Material for Lightboxes: The Professional Guide to Backlit Textiles 2026
What if the premium price you're paying for display graphics is being undermined by a simple failure in light diffusion? You've likely dealt with the frustration of visible LED hotspots or graphics that look vibrant on screen but appear washed out once the lights turn on. It's a common logistical headache that can make a high-stakes exhibition feel amateur. Choosing the best fabric material for lightboxes isn't just about picking the heaviest cloth. It's about balancing technical specs like light transmission and elasticity to ensure a professional, crease-free finish every time.
We understand that your reputation relies on a flawless presentation that's easy to assemble under pressure. This guide provides a technical deep dive into the material choices that eliminate hotspots and withstand the rigors of shipping. You'll learn how to navigate the mandatory BS EN 13501-1 fire safety standards taking full effect by September 30, 2026, and why a specific 3 to 5 percent stretch ratio is the secret to a perfect tension fit. We'll compare woven and knitted textiles to help you invest in durable, reusable panels that keep your brand looking sharp and professional in any environment.
Key Takeaways
- Understand why specialized backlit textiles are essential for even light diffusion and how they differ from standard display polyester to eliminate LED hotspots.
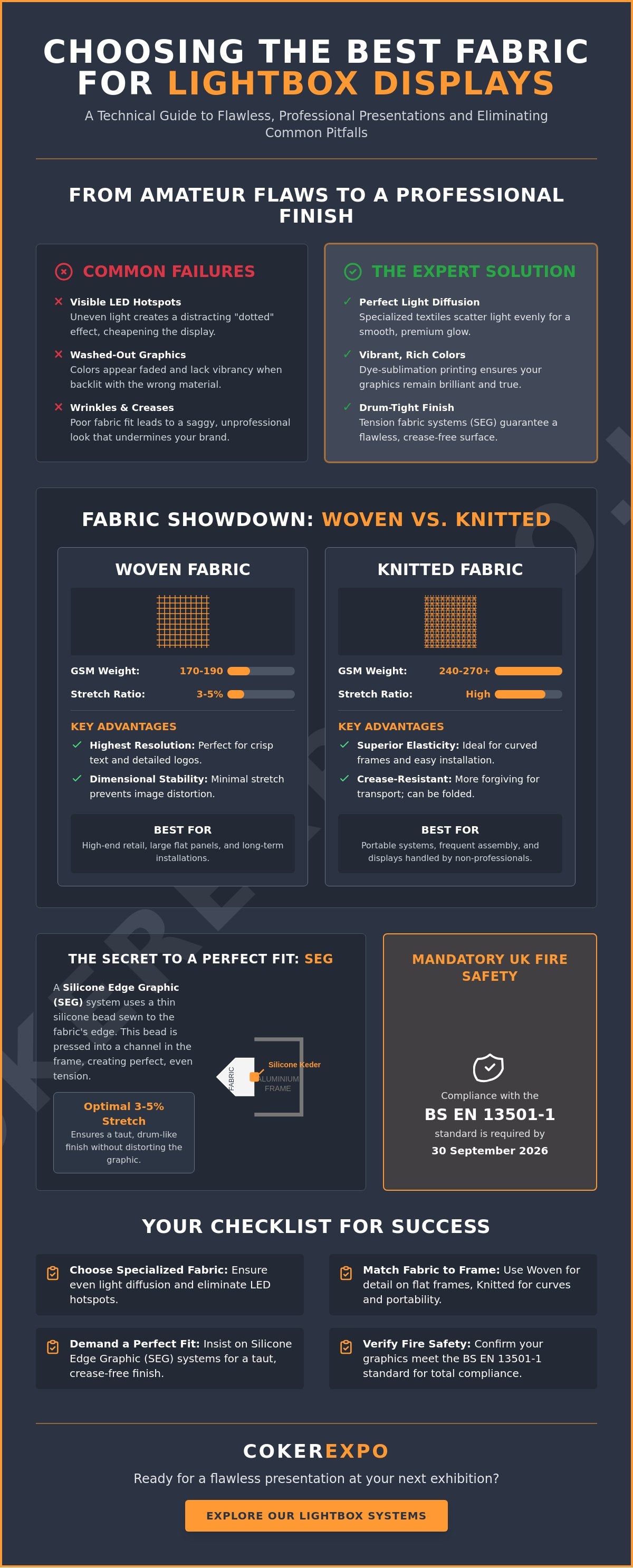
- Compare the structural advantages of woven fabrics for high-detail graphics against soft-knit textiles designed for curved displays and easy folding.
- Discover how to select the best fabric material for lightboxes by evaluating GSM weights and dye-sublimation techniques that ensure vibrant, high-contrast visuals.
- Ensure your displays meet the latest UK fire safety regulations, specifically the transition to the BS EN 13501-1 standard for total exhibition compliance.
- Learn to identify crease-resistant materials that survive rigorous shipping and integrate seamlessly with professional tension fabric systems for a smooth, taut finish.
What Makes a Fabric Suitable for Lightboxes?
Backlit textiles are specialized materials engineered specifically to manage light transmission. Unlike standard display fabrics, which are designed to reflect ambient light, a lightbox fabric must capture and scatter light from an internal source. This process creates a uniform glow across the entire graphic surface. Identifying the best fabric material for lightboxes requires looking beyond the print quality; you must evaluate how the textile interacts with the LED array behind it.
Standard display polyester often fails in backlit applications because it lacks the density required to hide internal components. If the weave is too loose, the viewer will see the individual LED modules, a phenomenon known as "hotspotting." Dedicated backlit fabrics feature a unique coating or a dense, triple-white weave that ensures high opacity for structural elements while allowing the graphic to remain luminous. This balance is why fabric has largely replaced acrylic as the industry standard for large-scale displays. Fabric is shatterproof, significantly lighter for transport, and can be produced in much larger seamless sections than traditional rigid panels.
The Science of Light Diffusion
The primary function of a backlit textile is to scatter LED light to prevent glare and uneven brightness. High-quality fabrics use a smooth, matte finish to ensure that light is distributed predictably across high-resolution graphics. When using lower-quality materials, you might encounter "pinholing," which are tiny gaps in the weave that allow raw light to pierce through the image. This ruins the professional aesthetic. To achieve the most vibrant results, many professionals rely on specific digital textile printing methods like dye-sublimation. This process embeds the ink into the fibers, ensuring the colors don't look washed out when the LEDs are engaged.
Tension and Fit: The Silicone Edge Graphic (SEG) Standard
A professional lightbox relies on the Silicone Edge Graphic (SEG) standard to achieve a drum-like, crease-free finish. This system uses a keder, a thin silicone bead sewn directly to the edge of the fabric, which is then pressed into a groove in the lightbox frame. The best fabric material for lightboxes must offer a specific degree of elasticity to facilitate this tension. While some stretch is necessary for a smooth fit, 100% polyester remains the preferred base because it provides the dimensional stability required to prevent the graphic from sagging over time. This combination of stretch and strength ensures that even non-professional staff can achieve a perfect, flat installation in minutes.
Comparing the Best Fabric Materials: Woven vs. Knitted
Selecting the best fabric material for lightboxes depends entirely on the frame geometry and the expected duration of the display. While we previously established the science of light diffusion, the physical construction of the textile determines how it behaves under tension. Industry professionals generally categorise these materials into two groups: woven and knitted. Each offers distinct mechanical properties that impact how your brand graphics are perceived in a high-pressure exhibition environment.
The functional difference is simple: Woven fabrics provide the highest graphic resolution and dimensional stability. Knitted fabrics offer superior elasticity and crease recovery, making them the reliable choice for portable or curved systems. Choosing between them requires a balance of aesthetic goals and logistical realities.
Woven Backlit Fabrics (170gsm - 190gsm)
Woven polyester is the benchmark for high-end retail and large-format flat panels. These textiles are manufactured with multiple crisscrossing threads, resulting in a very stable material with minimal stretch. This rigidity ensures that complex logos and text remain perfectly aligned without distortion. Modern woven backlit fabrics now offer a 3 to 5 percent two-way stretch, providing just enough flexibility for a tight fit without compromising the crispness of the print. However, because the weave is so tight, these materials can be prone to permanent creasing if they aren't rolled for transport. They're best suited for installations where the graphic stays in the frame for extended periods.
Knitted Lightbox Fabrics (240gsm+)
Knitted textiles are constructed from a single continuous thread, making them significantly more elastic than their woven counterparts. With weights often reaching 270gsm, these fabrics are thicker and more forgiving. They're the ideal solution for non-professional installers because the material naturally pulls taut, smoothing out any minor installation errors. If you're managing a busy event circuit, knitted fabrics are essential. They can be folded and packed into small cases, recovering their shape almost immediately once tensioned into the frame. While they may lack the extreme "paper-crisp" finish of a fine weave, the difference is negligible for most viewing distances.
For specialised applications, tri-layer fabrics provide an integrated solution for light management. These materials feature a black or silver blockout layer sandwiched between two white layers, preventing light leakage from the sides of the frame. This ensures that 100 percent of the LED output is directed through the front graphic. If you're unsure which textile suits your specific hardware, our team can help you select a fabric system tailored to your display requirements. Balancing opacity with elasticity is the only way to guarantee a hotspot-free result that remains durable over multiple uses.
Visual Impact: Printing Techniques and GSM Weights
Achieving a high-impact display requires more than just a high-resolution file. It demands a technical understanding of how ink interacts with textile density. The visual success of your display hinges on the Grams per Square Metre (GSM) of the textile. This measurement dictates both the durability of the panel and its ability to diffuse light without revealing the internal LED structure. Selecting the best fabric material for lightboxes involves matching the fabric weight to the specific lighting array used in your frame.
A common error in display procurement is ignoring ink density. Standard graphics are typically printed at 100 percent ink coverage. However, when a panel is illuminated from behind, the light passes through the ink; this makes the colours appear thin and washed out. Professional backlit graphics require a "double strike" or 200 percent ink density. This ensures that blacks remain deep and brand colours stay saturated even under intense internal illumination. Without this specific printing adjustment, even the highest quality textile won't deliver the professional impact your brand requires.
Understanding GSM in Lightbox Applications
Fabric weight directly influences light transmission and diffusion. While lighter materials allow more light to pass through, they require more sophisticated LED placement to avoid visual artifacts. Here's how different weights perform:
- 135 g/m² - 150 g/m²: Lightweight polyester fabrics offer high transmission levels. These are excellent for shallow frames or setups with lower-powered LEDs. However, they provide less diffusion, which can lead to visible hotspots if the LEDs are positioned too close to the surface.
- 170 g/m² - 190 g/m²: This is the "sweet spot" for most exhibition lightboxes. It provides the ideal balance of luminosity and opacity for standard professional use.
- 270 g/m²+: Heavier knitted textiles are preferred for high-powered LED arrays. This thickness ensures maximum light scattering, creating a perfectly even glow across the entire graphic surface.
Dye Sublimation vs. UV Direct Print
The choice between printing technologies often comes down to logistics and reusability. Dye sublimation is the gold standard for reusable exhibition graphics. During this process, heat turns the ink into a gas that bonds with the polyester fibres. This creates a "soft touch" finish that's incredibly durable. You can fold these graphics for transit without cracking the image, and they're even washable.
UV-cured printing offers a different advantage. By curing the ink instantly on the surface with UV light, it achieves unmatched contrast and ink density. While UV prints offer the sharpest blacks, they're less flexible than dye-sublimated panels and can be prone to bruising if folded incorrectly. For portable systems that require frequent folding and transport, dye sublimation remains the superior choice for maintaining a pristine, professional appearance over multiple events.
Durability, Safety, and UK Compliance
Safety compliance is a non-negotiable requirement for any professional exhibition. The best fabric material for lightboxes must do more than just look good; it must adhere to strict UK fire safety legislation to protect your investment and the public. As of March 2, 2025, the required fire safety standard for display textiles is BS EN 13501-1. This European standard has replaced the outdated BS 476 and "Class 0" ratings. Any material you select must now fit within the Euroclass classification system to be legally compliant in major UK venues.
Durability is the second pillar of a sound textile investment. High-quality backlit fabrics are designed for longevity, often surviving dozens of event cycles if handled with care. Polyester-based textiles are inherently resilient, but their lifespan depends on the printing method. Dye-sublimated graphics are particularly durable because the ink is bonded into the fibres. This allows the fabric to be washed at low temperatures if it becomes soiled during an event, ensuring your brand always looks pristine. If you're planning a long-term circuit, you can view our range of certified display solutions to ensure your hardware and textiles meet these rigorous professional standards.
UK Fire Safety for Exhibitions
Venues like the NEC, ExCeL, and Olympia require specific fire-retardant certifications before you can install a display. Under the Regulatory Reform (Fire Safety) Order 2005 and subsequent updates in 2021 and 2022, the responsibility for safety falls on the exhibitor. For high-specification projects, you should look for a classification of B-s1, d0. This indicates a very limited contribution to fire, minimal smoke production, and no flaming droplets. When sourcing your best fabric material for lightboxes, always ask for an Inherently Flame Retardant (IFR) textile. These materials have safety properties woven into the yarn, meaning the protection won't wash out or diminish over time.
Transport and Storage Best Practices
Logistical stress often stems from damaged graphics. To maintain the integrity of your panels, follow these practical storage steps:
- Rolling vs. Folding: Always roll woven fabrics on a cardboard core to prevent permanent creasing. Knitted fabrics are more forgiving and can be folded, but they should still be stored in a cool, dry environment.
- Temperature Control: Avoid storing printed textiles in high-heat areas like van cabs or non-insulated warehouses. Excessive heat can cause ink transfer or "ghosting" where the image bleeds onto the reverse side of the fabric.
- Inspection Checklist: Upon delivery or return from a show, check for "bruising" (white marks from folding), inspect the keder stitching for loose threads, and verify that no pinholes have developed in the weave.
By prioritizing these safety and maintenance standards, you ensure that your lightbox displays remain a reliable asset rather than a logistical liability. Amendments to Approved Document B taking effect from September 30, 2026, will further align UK standards with these European classifications, making it essential to choose compliant materials now.
Selecting Your Fabric System with CokerExpo
Selecting the best fabric material for lightboxes is a technical decision that shouldn't be made in isolation. At CokerExpo, we treat the textile and the frame as a single, integrated unit. We source premium backlit textiles specifically engineered for tension fabric systems, ensuring that every panel we produce meets our internal benchmarks for light diffusion and tension. By managing production in the UK, we maintain total control over the finishing process, from the precision of the keder sewing to the final ink density checks. This domestic focus allows us to offer rapid lead times that meet the high-pressure deadlines of the exhibition industry.
Our consultative approach ensures you aren't just buying a product, but a solution tailored to your specific environment. We evaluate your existing lighting hardware to recommend a textile weight that maximizes impact without causing hotspots. Whether you're a marketing manager or an event coordinator, our goal is to alleviate the logistical stress of display setup by providing reliable, high-performance materials that work every time.
Bespoke Solutions for Professional Impact
Custom exhibition spaces often present challenges that off-the-shelf solutions can't address. Our bespoke finishing service allows for tailored graphics that fit any non-standard frame size or shell scheme configuration. We provide expert guidance on artwork preparation, ensuring your files are optimized for the 200 percent ink density required for backlit applications. If you're utilizing dynamic LED systems, we match the textile's opacity to the animation's intensity. This prevents light bleed and maintains sharp contrast between moving elements, ensuring your brand message remains clear and vibrant.
Why Quality Hardware Matters
The performance of the best fabric material for lightboxes is limited by the hardware supporting it. A premium textile requires a frame with high-quality internal reflectors to maximize luminosity and eliminate shadows. Our frames are designed to work in tandem with our fabric choices, providing the consistent tension necessary for a professional, drum-like appearance. We focus on the physical experience of the operator, ensuring that assembly is fast and the results are repeatable across multiple venues. Contact CokerExpo today for a tailored quote on your next project and let our team help you achieve a flawless, high-impact display that represents a sound business investment.
Elevate Your Next Exhibition Display
Achieving a high-impact display requires more than just high-resolution files. It depends on selecting the best fabric material for lightboxes that meets current fire safety standards while providing the necessary ink density for vibrant visuals. Whether you choose a rigid woven textile for flat panels or a resilient knitted fabric for complex curves, the goal is a hotspot-free finish that survives the rigors of transit. Balancing these technical specifications ensures your brand graphics maintain their professional edge throughout the event cycle.
CokerExpo has provided UK-based expertise since 1999. As specialists in Tension Fabric Systems (TFS), we offer comprehensive national delivery and event management support to alleviate your logistical stress. Our team ensures every panel is finished with precision for a perfect, drum-like fit every time. View our range of professional exhibition lightboxes and fabric systems to start planning your next project. We look forward to helping you achieve a flawless presentation with total reliability.
Frequently Asked Questions
What is the best fabric weight for a backlit display?
The ideal weight for most professional displays ranges between 170gsm and 190gsm. This weight provides the necessary density to diffuse light while remaining light enough for easy tensioning. For high-powered LED arrays, a heavier knitted textile of 270gsm is often the best fabric material for lightboxes because it offers maximum light scattering. Conversely, lightweight 135gsm fabrics work well for shallow frames with lower-intensity lighting.
Do I need a special type of ink for lightbox fabric printing?
Backlit printing requires a specific "double strike" process to achieve 200 percent ink density. Standard 100 percent coverage looks washed out when illuminated from behind. Dye-sublimation is the preferred choice for foldable graphics because the ink bonds directly with the polyester fibres. UV-cured inks offer the highest contrast and sharpest blacks, though they're less flexible than dye-sublimated alternatives during transit.
How do I prevent hotspots from showing through my lightbox fabric?
Preventing hotspots requires a combination of high-opacity fabric and correct LED spacing. You should select a textile with a dedicated diffusion coating or a dense triple-white weave. If your frame is shallow, choosing the best fabric material for lightboxes with a weight of 270gsm provides the extra diffusion needed to hide individual LED modules. Ensuring your LEDs are positioned at an optimal distance from the fabric surface is equally critical.
Are all exhibition fabrics fire-rated for UK venues?
No, many standard display fabrics don't meet the strict safety requirements of major UK venues like the NEC or ExCeL. You must specifically request textiles that comply with the BS EN 13501-1 standard. This European classification has replaced the older British BS 476 ratings. Always verify that your supplier provides a valid fire certificate for an Inherently Flame Retardant (IFR) material to ensure total compliance during venue inspections.
Can I fold my lightbox fabric graphics for shipping?
Folding is generally safe for knitted textiles but should be avoided for woven materials. Knitted fabrics have excellent crease recovery and can be packed into small cases without permanent damage. Woven backlit fabrics are more rigid and should always be rolled on a cardboard core to prevent "bruising" or permanent fold marks. If you must fold a graphic, ensure it's dye-sublimated rather than UV-printed to minimize the risk of the ink cracking.
What is the difference between SEG and standard fabric graphics?
Silicone Edge Graphics (SEG) feature a thin silicone bead, or keder, sewn directly to the edges of the textile. This allows the fabric to be pressed into a groove in the frame, creating a perfectly taut, drum-like finish. Standard fabric graphics often use Velcro or pole pockets, which can lead to sagging or uneven tension. SEG systems are the industry standard for lightboxes because they provide a seamless, frameless aesthetic.
How long does a fabric lightbox graphic typically last?
A high-quality fabric graphic can last for dozens of event cycles if it's stored and handled correctly. Dye-sublimated polyester is particularly durable; it's resistant to fading and can even be washed at low temperatures to remove dirt. The primary factor in longevity is storage. Avoid high-heat environments that could cause ink transfer and always ensure the fabric is completely dry before packing it away to prevent mildew.
Can I change the fabric graphics myself or do I need a professional?
You can easily change the graphics yourself without any specialized tools or professional assistance. The SEG system is designed for simplicity. You simply pull the discreet tab to remove the old graphic and press the keder of the new panel into the frame's channel. This ease of assembly makes it a practical choice for retail staff or exhibition teams who need to update branding quickly under tight deadlines.
Laisser un commentaire